


繼電器塑料殼體超聲波焊接機
來源:發布時間:2019-06-21 14:58:10點擊率:

繼電器是具有隔離功能的自動開關元件,廣泛應用于遙控、遙測、通訊、自動控制、機電一體化及電力電子設備中,是重要的控制元件之一。繼電器殼體和基座焊接而言,焊接的強度是影響其使用性能的主要因素,繼電器殼體材料為繼電器殼體材料,聚碳酸酯 ( PC) /丙烯腈-丁二烯-苯乙烯共聚物 ( ABS) 為基座材料,制備相應材料試件并進行焊接試驗,分析了焊接時間、超聲波振幅、延遲時間和保壓時間對焊接強度的影響,并獲得了異種材料焊接的工藝參數。結果表明,隨著焊接時間的增加,試件所能承受的大拉力表現為先升高后下降的趨勢; 超聲波振幅越大,焊接強度越高; 延遲時間和保壓時間對焊接強度的影響較小,幾乎可以忽略。根據試驗獲得的工藝參數,設計了繼電器殼體焊接區域結構。焊接后繼電器殼體與基座連接強度和密封性能良好,工藝穩定性可以滿足生產要求。
繼電器塑料殼體超聲波焊接機使用轉換器將電能轉換成機械振動能,通過上焊件把超聲能量傳送到焊區,焊接處聲阻大會產生局部高溫,致使兩個塑料的接觸面迅速熔化,加上一定壓力后,使其融合成一體。應用超聲波可以對熱塑性工件使用熔接、鉚焊、成形焊或點焊等多種方法進行焊接。超聲波焊接設備既可以獨立操作,也可以用于自動化生產環。設備優點在于:絕大部分超聲波焊接可以在1秒內完成;機械化生產,產品質量穩定可靠;不使用膠合劑,減少人工,降低成本;焊接表面成形好,不損傷不變形;不需要預熱,不需要清潔等前后道工序;只要設置好焊接參數,操作十分便利;焊接牢度接近原材料本體強度。
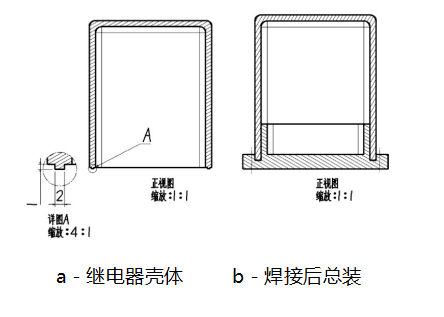
繼電器外殼的材料為 PBT,基座的材料為 PC/ ABS,焊接時,工藝參數按照實驗分析結果選取,即焊接時間 0. 2 s,振幅 70%,延長時間 1 s,保壓時間 0. 15 s。圖 6a 和 b 分別為焊接前殼體的二維圖和焊接后的總裝圖。焊接過程中,殼體底部邊緣面與基座槽底面會同時產生兩個焊接端面,不利于能量的控制,焊接質量也比較差。因此,在繼電器殼體底部邊緣處設置導能棱,其結構如圖 6a 中 A 位置所示。導能棱的寬度為 2 mm,高度為 1 mm。焊接時,超聲波產生的能量主要集中作用于導能棱,該位置的材料先熔化并在基座槽內形成 PBT 熔體。冷卻后,殼體底部邊緣面與基座槽底面之間形成均勻穩定且具有密封效果的連接層,實現繼電器殼體與基座的焊接。焊接后發現,成型后的繼電器殼體與基座連接強度和密封性能良好,連接處彎折后也無明顯色差變化,焊接工藝非常穩定。

